CONTACT US
- +90 332 251 18 04
- +90 332 251 18 04
- bilgi@yilmazogullaridegirmen.com.tr
- Büyük Kayacık Mah. 3. Organize Sanayi Bölgesi 7 Nolu Sokak No:25 Selçuklu / Konya / Türkiye
Product Categories
CATALOG



What Is a Conveying Unit and Its Role in Production Lines
A conveying unit is a system designed to transfer raw materials or semi-finished products from one point to another in a controlled, orderly, and safe manner within a production line. It plays a fundamental role in ensuring uninterrupted process flow in food, feed, agricultural, and industrial production facilities.
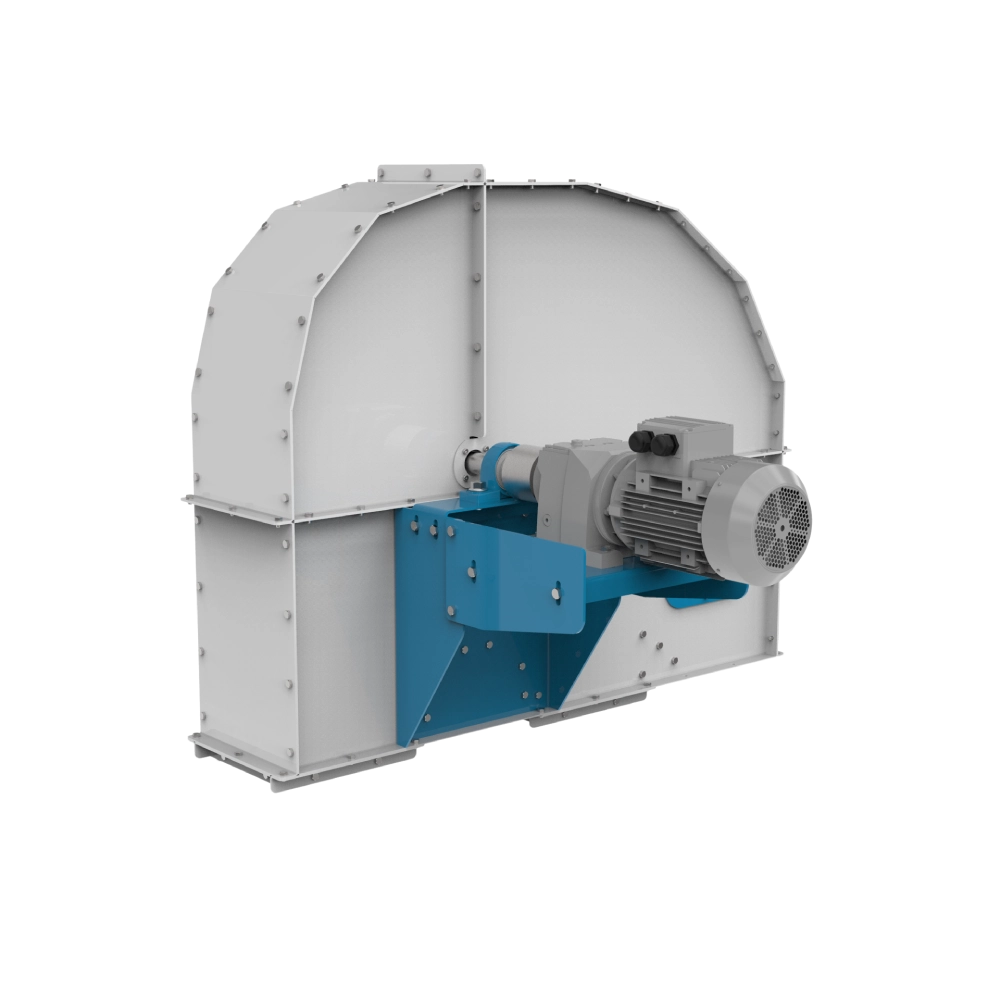
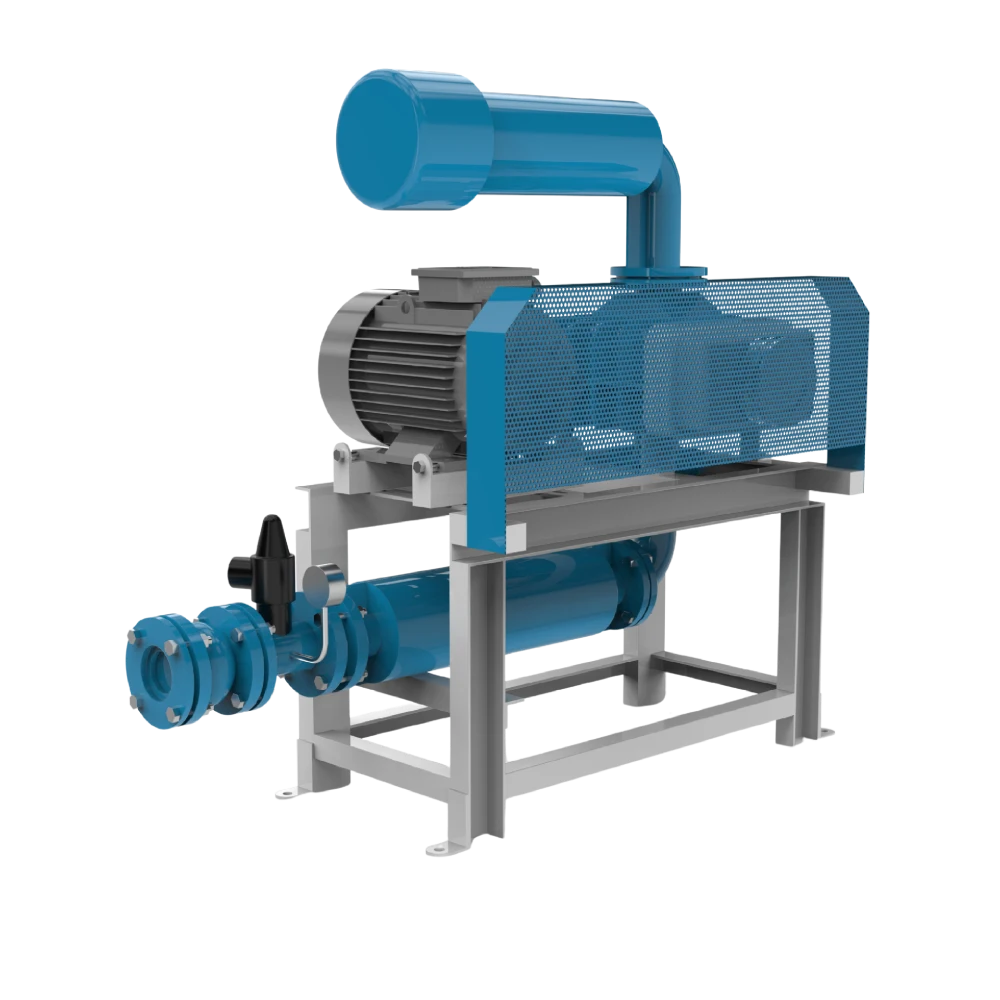
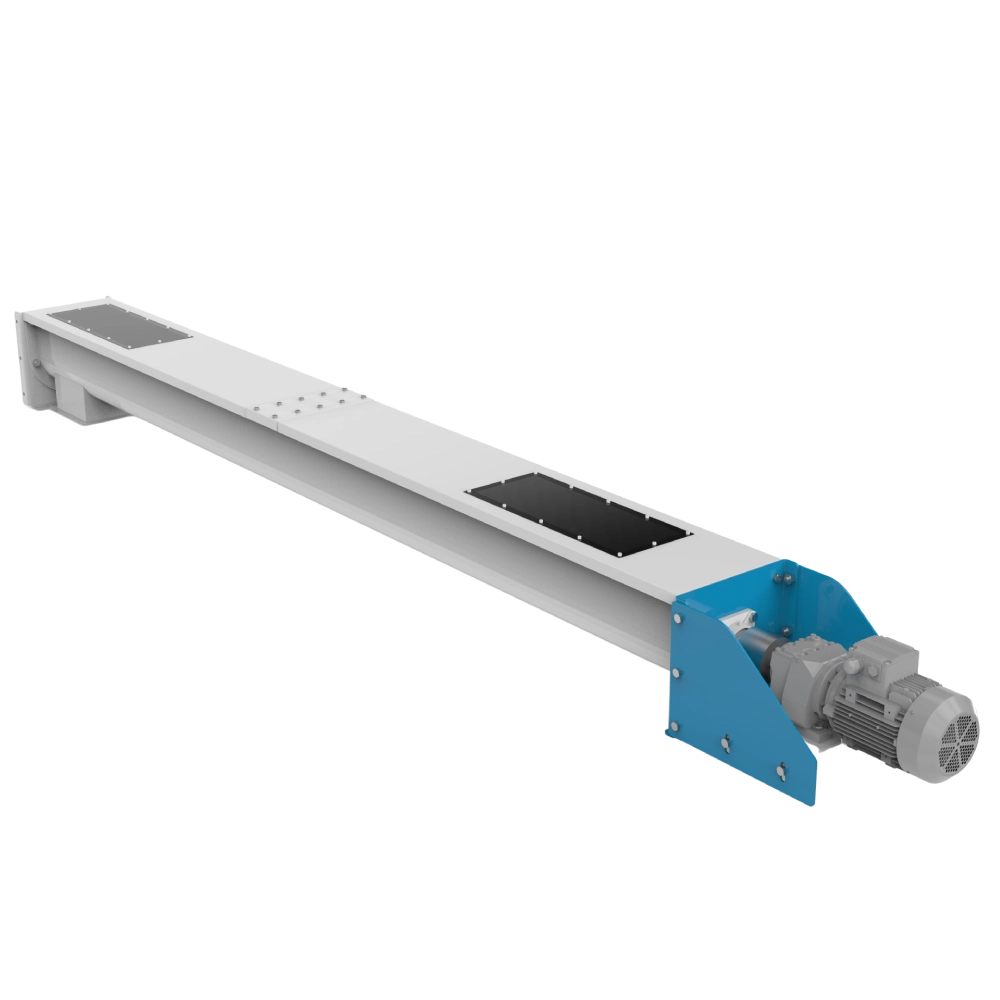
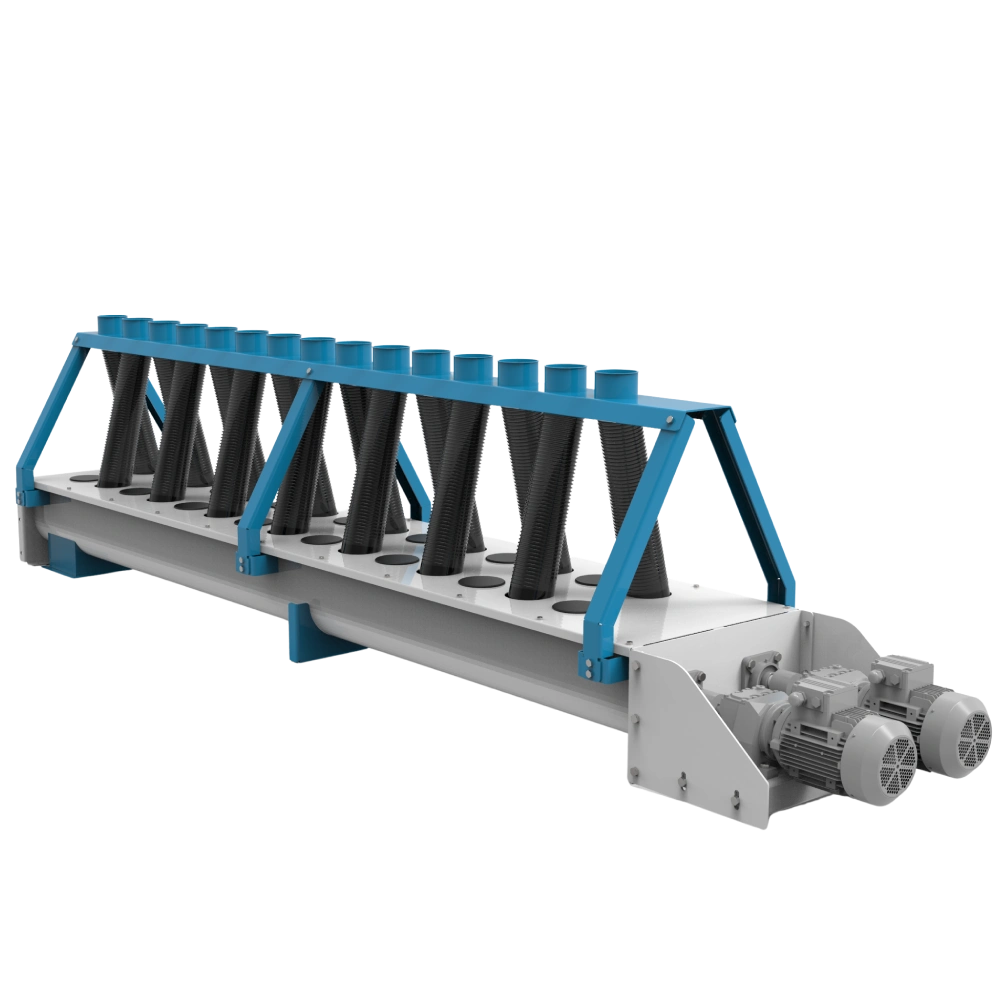
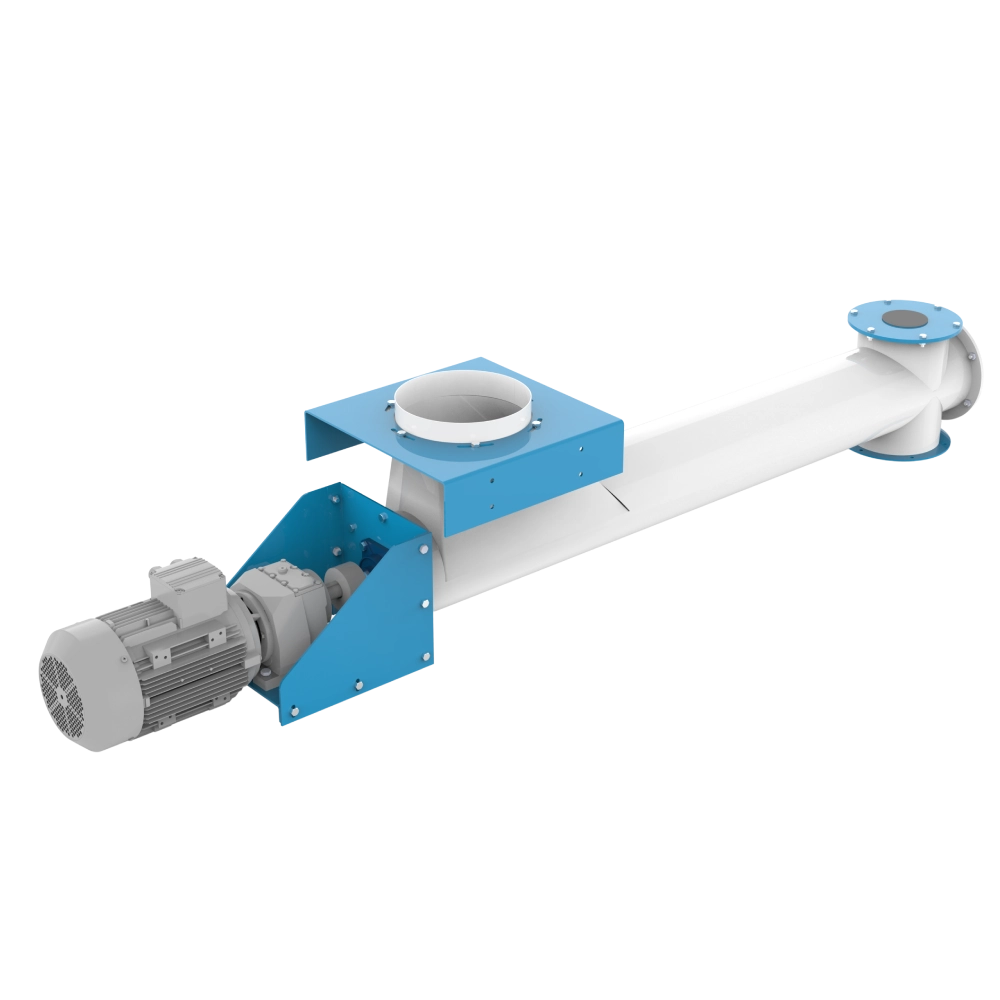
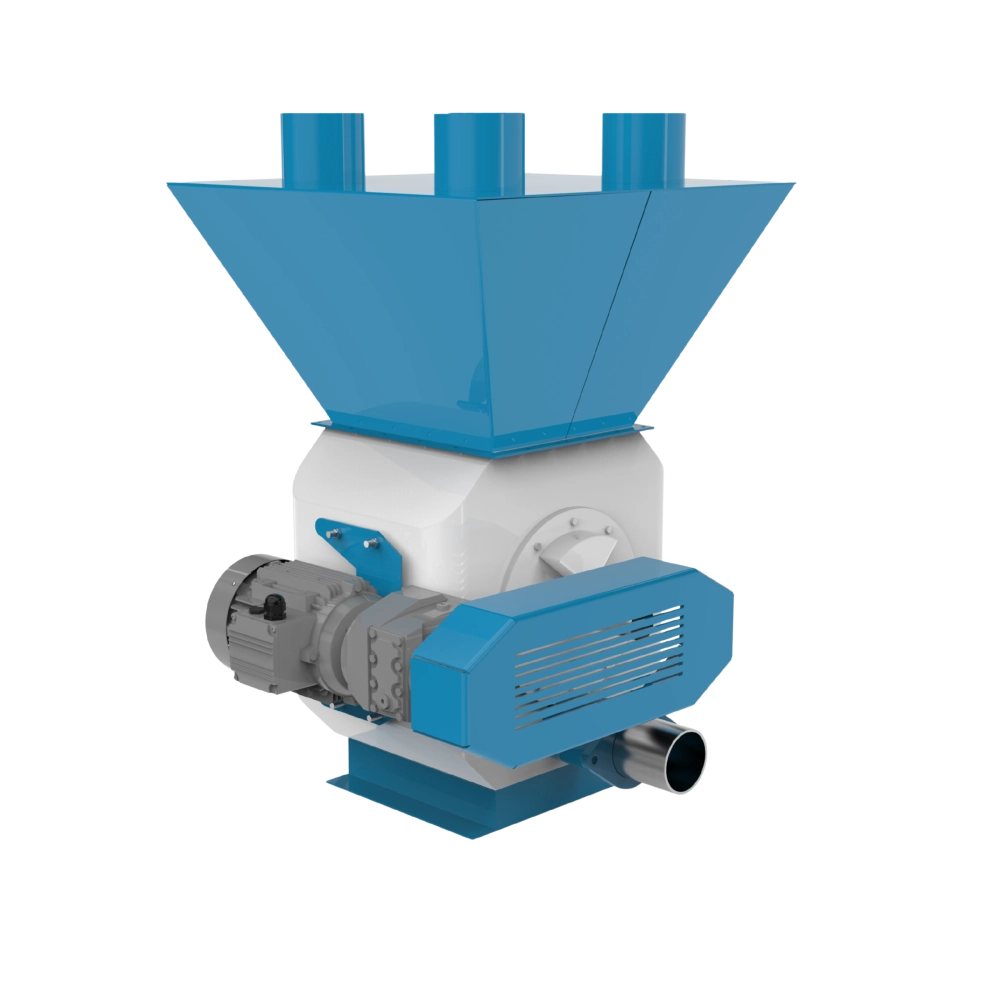
Modern conveying units offer various system options such as belt conveyors, bucket elevators, screw conveyors, and chain systems, allowing adaptation to different product characteristics and plant layouts. By transporting materials without damaging their physical structure, these systems eliminate bottlenecks in the production line and increase overall process efficiency.
A properly positioned conveying unit ensures order within the production line and significantly reduces the need for manual labor.
Advantages of Conveying Units
Conveying units provide time and labor savings in production processes. Their automated operating principle enables continuous and controlled material flow, supporting production continuity while minimizing product loss and physical damage.
Thanks to their durable and long-lasting construction, conveying units deliver stable performance even under intensive operating conditions. Their hygienic designs comply with quality standards required in food and feed production. By offering solutions suitable for different capacities and conveying distances, they provide facilities with a flexible and scalable infrastructure.
Conveying units are indispensable systems that ensure efficient, safe, and well-organized operation of the production line.